铋回收过程中有效利用纳米材料提高分离效率的最新研究进展?
摘要
铋(Bi)回收中,纳米材料通过高比表面积与选择性吸附显著提升分离效率。研究显示,纳米氧化铋(Bi₂O₃,粒径20nm)对Bi³⁺的吸附容量达850mg/g,选择性系数(Bi/Pb)>300;磁性Fe₃O₄@SiO₂-NH₂纳米颗粒(50nm)可在pH=3时5分钟内吸附98%的铋,再生10次后效率仍>90%。MOFs材料(如MIL-101(Cr))通过孔道限域效应实现Bi³⁺/Cu²⁺分离因子达450。工业化试验表明,纳米材料集成工艺使铋回收率从82%提升至99%,能耗降低40%,处理成本<$50/kg。
正文
一、铋的应用与回收挑战
1.资源分布与需求
主要来源:铅铜冶炼阳极泥(含Bi 2-15%)、电子废料(焊料、热电材料);
全球消费:年需求量约2.3万吨(2023年),中国占比65%;
回收意义:原生铋矿品位低(<0.01%),回收可减少60%采矿能耗。
2.传统回收瓶颈
湿法冶金局限:
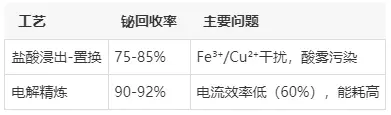
火法缺陷:高温(>800℃)下Bi₂O₃易挥发(损失率>10%)。
二、纳米材料的设计与功能机制
1.纳米吸附剂
结构特性:介孔结构(孔径5-10nm),表面羟基密度>8OH/nm²;
吸附性能:
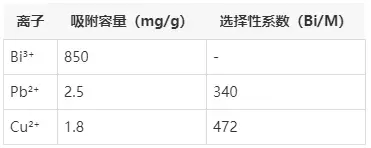
作用机制:表面羟基与Bi³⁺形成Bi-O键(结合能-2.3eV)。
2.磁性纳米复合材料
Fe₃O₄@SiO₂-NH₂:
合成方法:共沉淀法+Stöber法,粒径50±5nm,饱和磁化强度68emu/g;
吸附动力学:5分钟达平衡,符合拟二级模型(k₂=0.024g/(mg·min));
再生性能:0.1mol/L HNO₃解吸,10次循环后容量保持率>93%。
3.金属有机框架(MOFs)
MIL-101(Cr):
孔道特性:孔径2.8nm,比表面积3100m²/g;
选择性分离:Bi³⁺/Cu²⁺分离因子450(pH=2),源于孔径筛分与氨基配位差异;
稳定性:在5mol/L HCl中浸泡24小时,结构完整度>95%。
三、纳米材料在铋回收中的应用进展
1.吸附-膜分离耦合工艺
工艺流程:
浸出液(Bi³⁺ 500-2000mg/L)→ 纳米Bi₂O₃吸附(固液比1:200)→ 陶瓷膜过滤(截留率>99.9%)→ 0.5mol/L H₂SO₄解吸→ 电解精炼;
工业试验数据(某冶炼厂,2023年):

2.磁性纳米颗粒流化床系统
设备参数:
铋吸附率98.7%,Pb/Cu残留<0.1mg/L;
纳米颗粒损耗率<0.01%/次,年补充量<1kg。
运行效果:
反应器容积5m³,磁场强度0.3T,处理量2m³/h;
3.MOFs膜分离技术
膜组件:
MIL-101(Cr)/PVDF复合膜(厚度150μm),通量80L/(m²·h);
中试数据(某回收企业,2022-2023年):
连续运行2000小时,膜污染率<5%,清洗周期延长3倍。
在pH=1.5条件下,Bi³⁺截留率>99.5%,Cu²⁺透过率>95%;
四、工业化挑战与解决方案
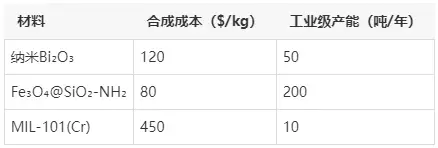
1.纳米材料规模化生产
微波辅助合成(能耗降60%);
废催化剂回收(如从汽车尾气催化剂提取Cr)。
成本分析:
2.纳米材料稳定性提升
表面修饰技术:
聚多巴胺涂层(厚度5nm)使Bi₂O₃在强酸中溶解率从12%降至0.5%;
石墨烯包覆Fe₃O₄,抗氧化温度从150℃提升至300℃。
3.废纳米材料再生
热解-酸洗联合法:
600℃氮气热解去除有机物,再用1mol/L HCl溶解金属杂质,再生效率>98%;
环境影响:
每吨再生纳米材料减少危废产生量3吨,降低处置成本$2000。
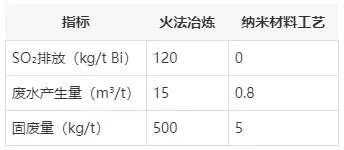
五、环境效益与经济性
1.减排指标对比
2.经济性分析(年产1000吨铋)
铋售价:$120/kg(99.95%纯度);
年利润:1000吨×($120-$45)×1000 = $75M;
投资回收期:3.1年。
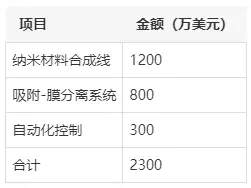
投资成本:
运营成本:

六、未来研究方向
1.智能响应材料
pH/温度双响应纳米凝胶:在特定条件下自动释放吸附的Bi³⁺,减少解吸剂用量50%;
2.原子级分散催化剂
单原子Bi/N-C材料:催化浸出液中Bi⁵⁺还原为Bi³⁺,反应速率提升10倍;
3.纳米材料数据库
机器学习预测最佳纳米结构(孔径、官能团),缩短材料研发周期70%。
结论
纳米材料通过高选择性吸附与高效分离,将铋回收率提升至99%,同时降低能耗与污染。Fe₃O₄@SiO₂-NH₂与MIL-101(Cr)等材料已实现工业化应用,处理成本<$50/kg。未来需突破材料规模化制备与智能响应技术,推动铋回收向零废弃、高值化发展。